Quy trình đúc mẫu chảy vỏ mỏng kim loại
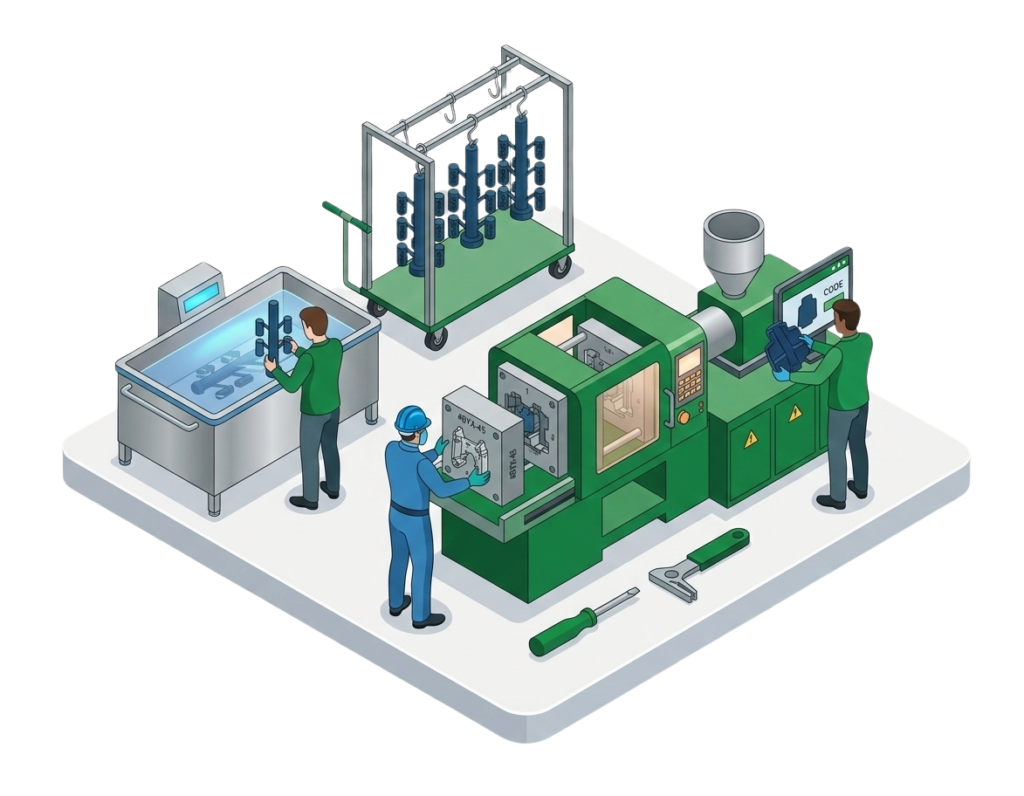
1. ÉP KHUÔN SÁP
- Chuẩn bị khuôn theo mã số của khách hàng. Đặt khuôn đúng các vị trí ăn khớp nhau trước khi cho vào máy ép
- Ép ra khuôn Sáp. Lấy sản phẩm ra khỏi vị trí khuôn
- Ngâm sản phẩm vào trong nước lạnh, để đảm bảo sản phẩm không bị nóng chảy. Lấy sản phẩm ra toàn kiểm lại.
- Hàn sản phẩm vào giá đỡ và treo sản phẩm lên xe đẩy

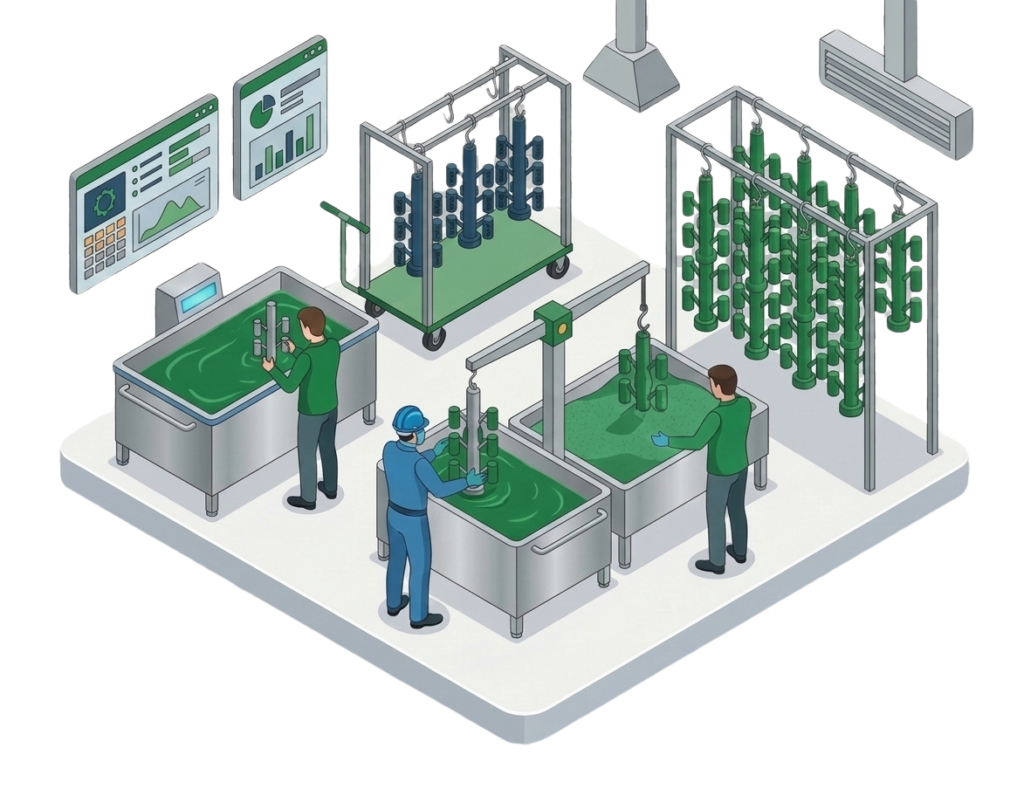
2. QUY TRÌNH NHÚNG TƯƠNG
- Nhúng tương
- Phun cát
- Phơi tương
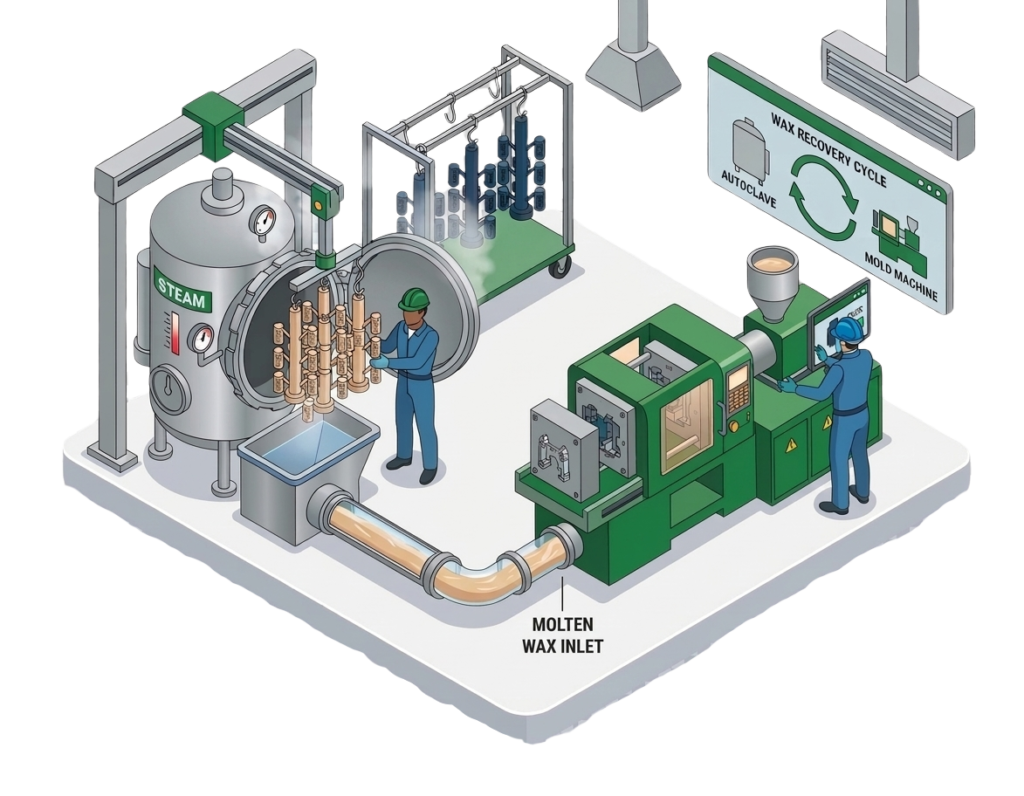
3. QUY TRÌNH THU HỒI SÁP
- Cho sản phẩm vào trong lò hơi
- Đóng cửa lò hơi
- Khóa chặt an toàn
- Còi báo động hú khi hoàn thiện
- Lượng sáp thu hồi lên bồn, bơm ngược trở về máy ép sáp
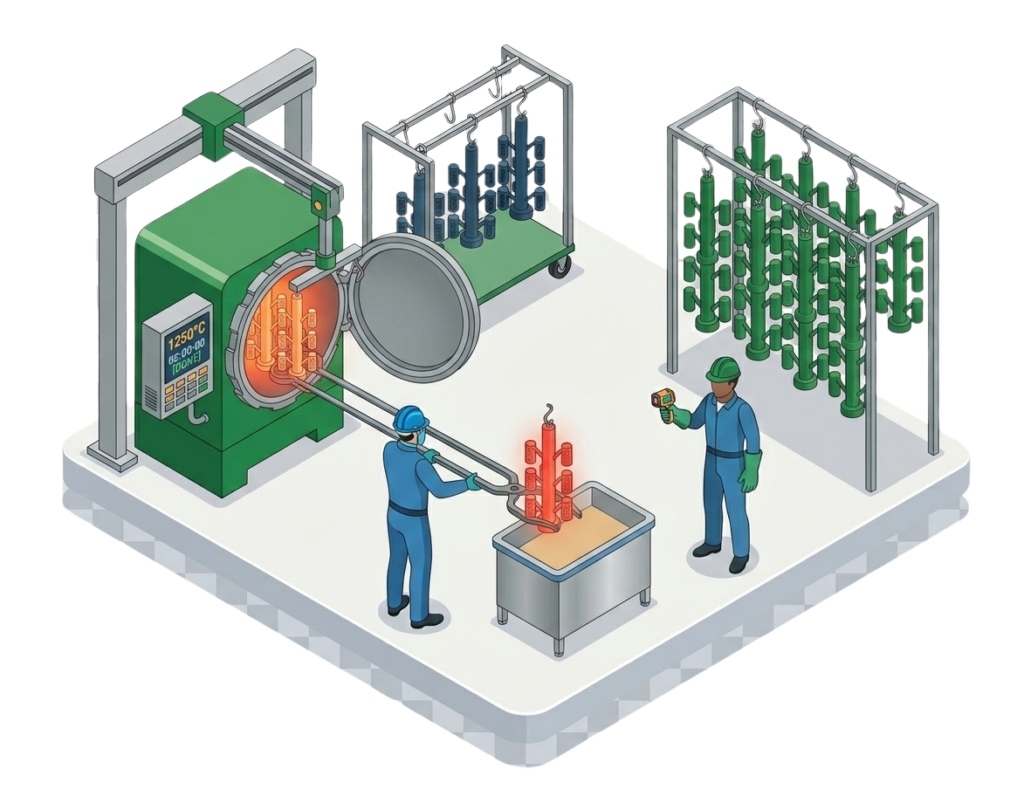
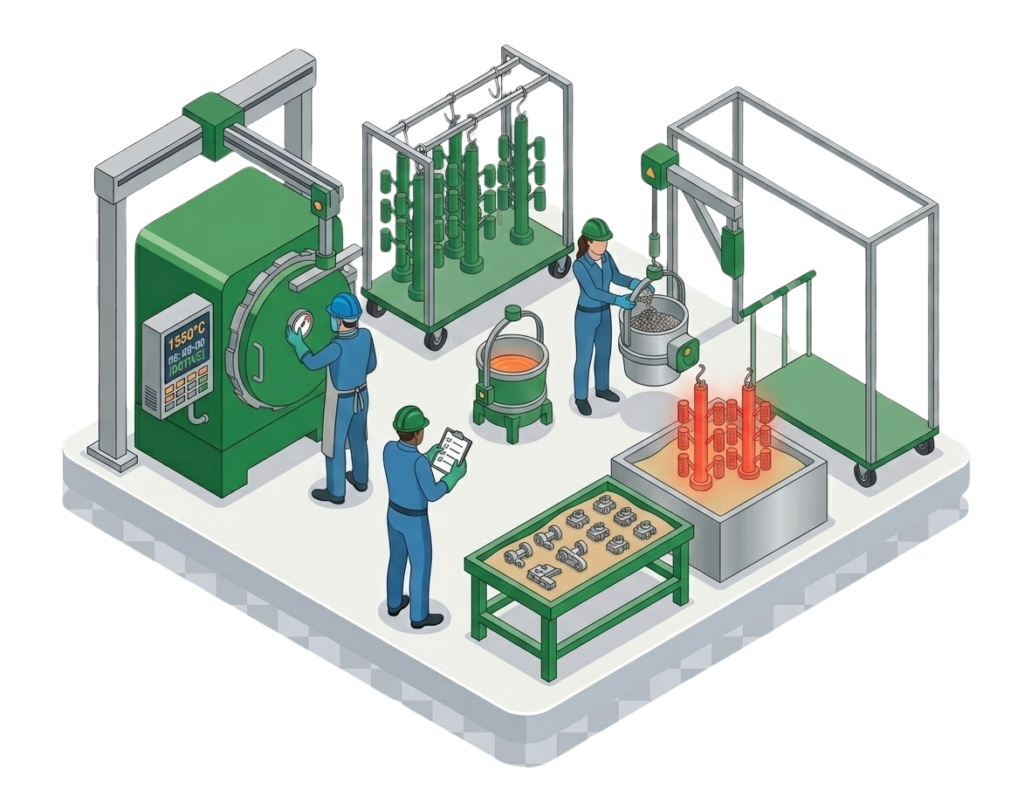
4. QUY TRÌNH NUNG KHUÔN
- Chuẩn bị khuôn nung
- Cho khuôn vào lò nung nóng khi đạt nhiệt độ 1000-1250 độ C
- Nung khuôn theo tiêu chuẩn 1000-1250 độ C, thời gian nung khuôn 35-60 phút
- Lấy khuôn ra khỏi lò sau khi đã đủ thời gian nung
5. QUY TRÌNH ĐÚC NÓNG
- Đổ nguyên liệu
- Thời gian nấu 40 phút,nhiệt độ tiêu chuẩn 1580-1600 độ c
- Thành phẩm để trên khay cát
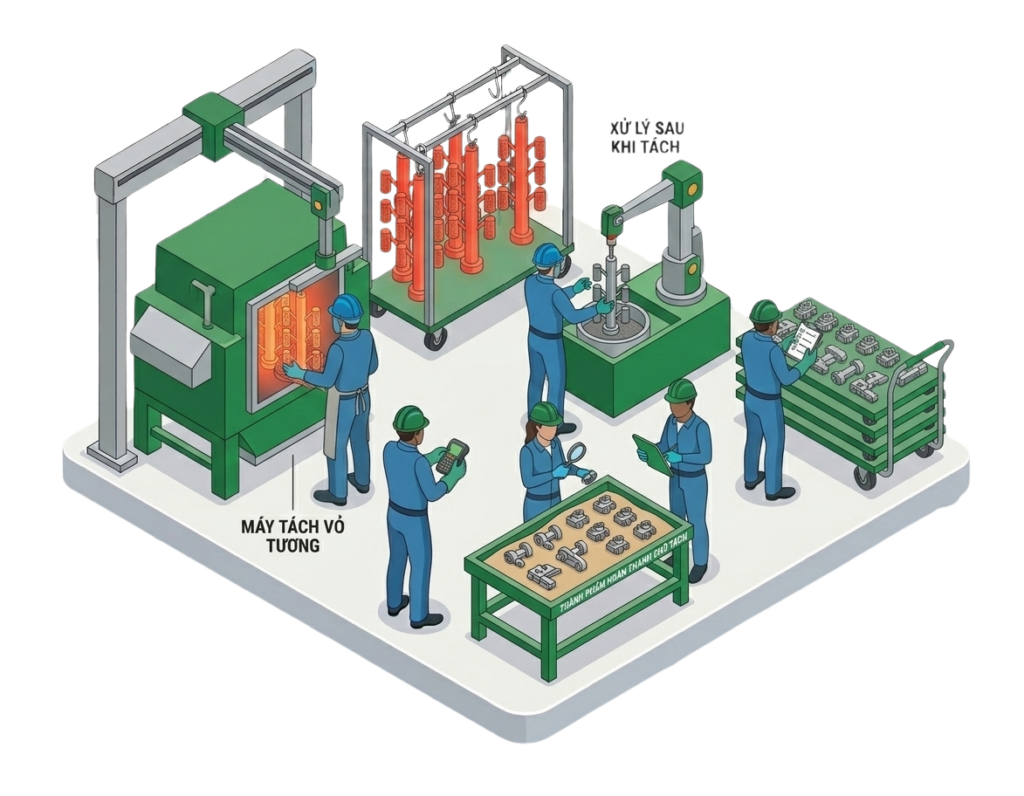
6. QUY TRÌNH TÁCH VỎ
- Chuẩn bị sản phẩm đợi tách vỏ tương
- Đưa vào máy tách vỏ tương
- Xử lý sau khi tách vỏ tương
- Sản phẩm hoàn thành chờ tách
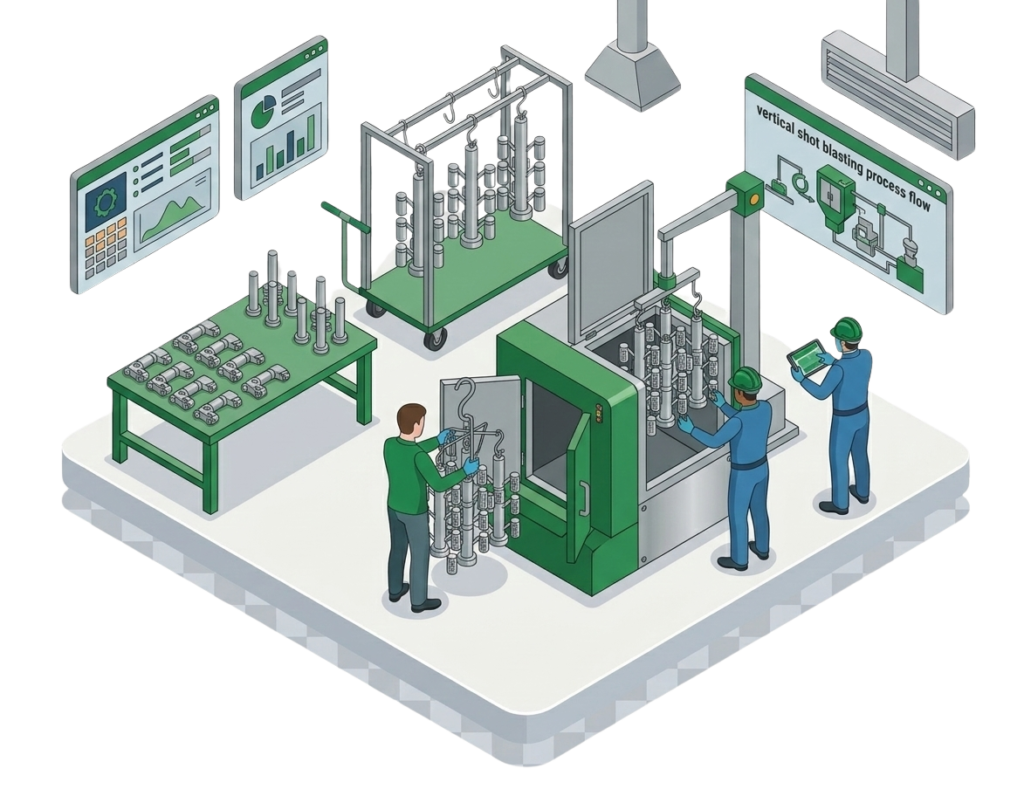
7. QUY TRÌNH BẮN BI ĐỨNG VÀ NẰM
- Sản phẩm treo vào trong máy
- Sản phẩm treo để bắn đứng
- Sản phẩm đã bắn xong
- Sản phẩm sau khi công xong gia cho vào bắn bi nằm
- Sản phẩm đã bắn bi nằm xong
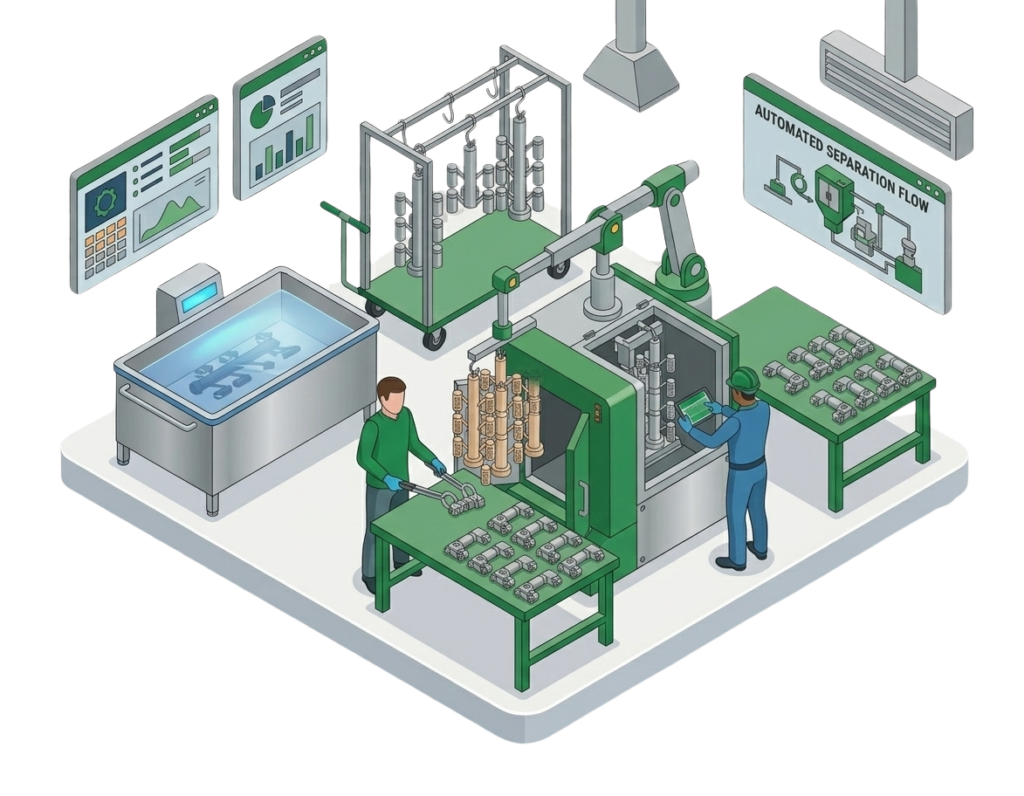
8. QUY TRÌNH TÁCH SẢN PHẨM
- Tách rời từng sản phẩm
- Chuyển sang công đoạn mài
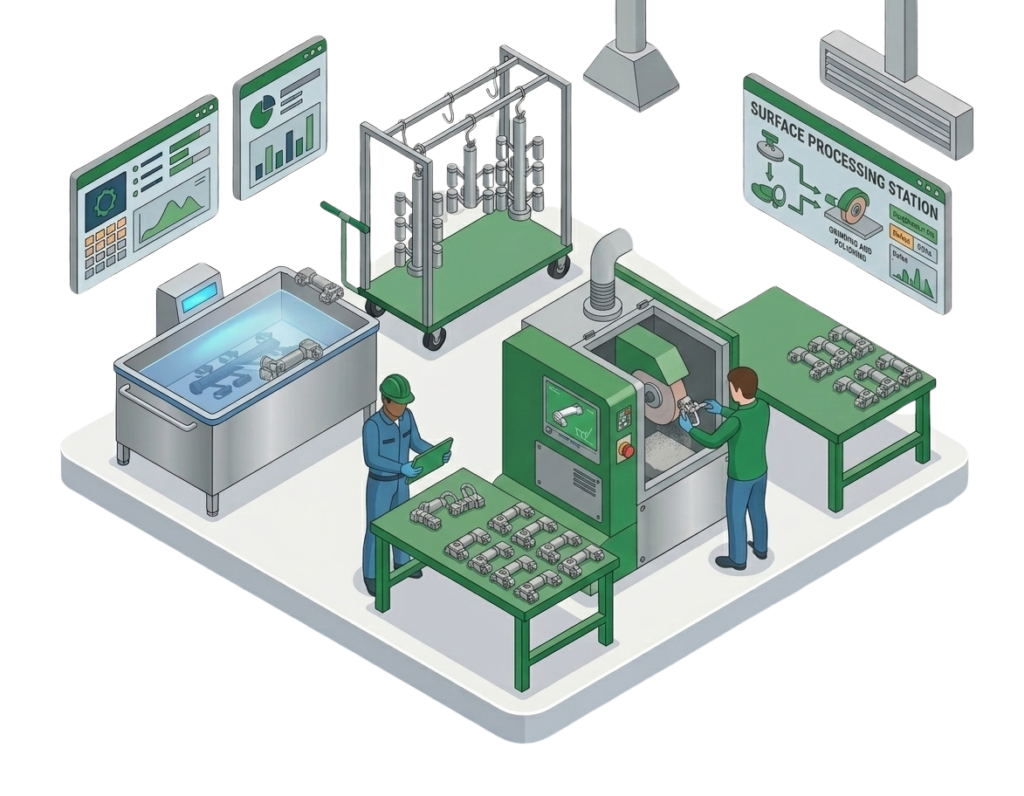
9. QUY TRÌNH XỬ LÝ BỀ MẶT
- Sản phẩm chuẩn bị xử lý mài
- Mài từng vị trí tại công đoạn cắt
- Sản phẩm đã được xử lý
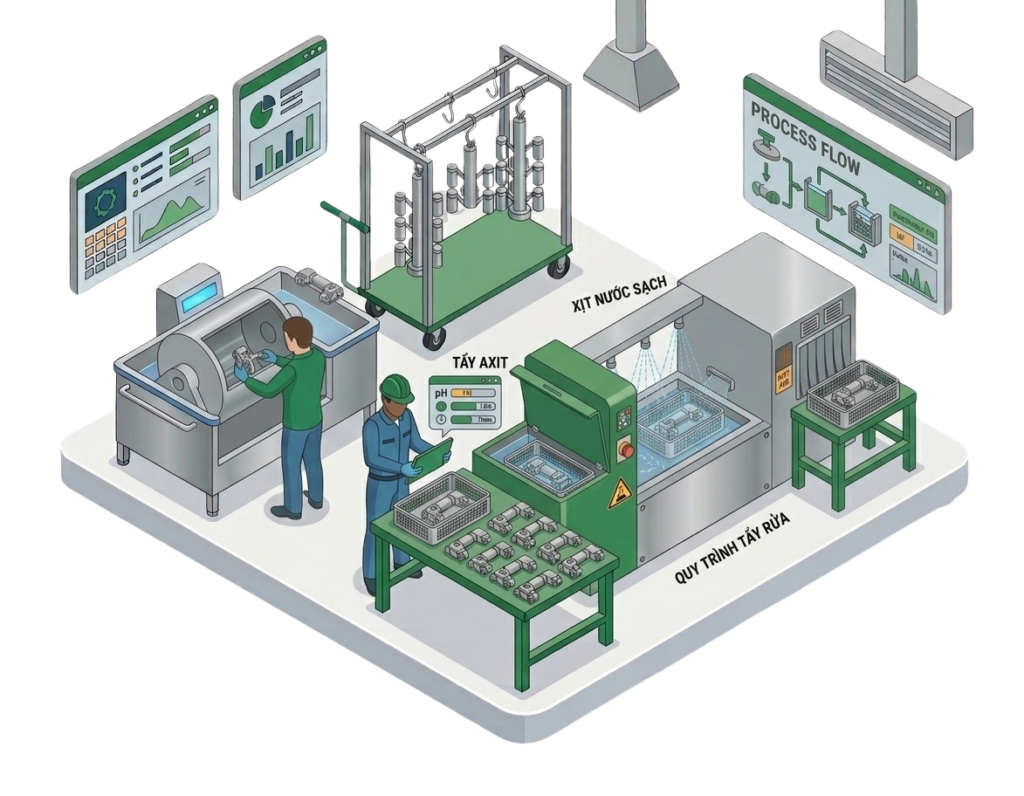
10. QUY TRÌNH TẨY RỬA
- Cho sản phẩm vào lồng quay
- Tẩy Axit
- Cho sản phẩm ra sọt
- Xịt nước sạch
- Sấy khô